家家通
家家通 进入店铺
进入店铺 店铺留言
店铺留言




图文介绍
产品参数
供应商信息
2. 渗碳多用炉的工作流程
渗碳多用炉通常采用气体渗碳工艺,其工作流程主要包括以下几个步骤:
2.1 预热
工件首先在炉内进行预热,以去除表面的油污、水分和其他杂质。预热温度通常为300-500℃,时间为30-60分钟。预热过程有助于提高工件的温度均匀性,减少后续渗碳过程中的热应力。
2.2 渗碳
预热完成后,炉内通入渗碳气体(如甲烷、丙烷等),并升温至渗碳温度(通常为900-950℃)。在高温和渗碳气体的作用下,碳原子逐渐渗入工件表面。渗碳时间根据工件的材料、尺寸和所需的渗碳层深度而定,通常为几小时到几十小时不等。
2.3 扩散
渗碳完成后,炉内停止通入渗碳气体,工件在高温下继续保温一段时间,使碳原子从表面向内部均匀扩散。这一过程有助于形成梯度分布的渗碳层,确保工件表面具有高硬度的同时,内部保持良好的韧性。
2.4 淬火
渗碳和扩散完成后,工件迅速冷却(淬火),以将奥氏体转变为马氏体。马氏体是一种高硬度的相,能够显著提高工件的表面硬度和耐磨性。淬火介质可以是油、水或气体,具体选择取决于工件的材料和形状。
2.5 回火
淬火后,工件通常需要进行回火处理,以消除淬火过程中产生的内应力,并提高工件的韧性和尺寸稳定性。回火温度通常为150-250℃,时间为1-2小时。
渗碳多用炉通常采用气体渗碳工艺,其工作流程主要包括以下几个步骤:
2.1 预热
工件首先在炉内进行预热,以去除表面的油污、水分和其他杂质。预热温度通常为300-500℃,时间为30-60分钟。预热过程有助于提高工件的温度均匀性,减少后续渗碳过程中的热应力。
2.2 渗碳
预热完成后,炉内通入渗碳气体(如甲烷、丙烷等),并升温至渗碳温度(通常为900-950℃)。在高温和渗碳气体的作用下,碳原子逐渐渗入工件表面。渗碳时间根据工件的材料、尺寸和所需的渗碳层深度而定,通常为几小时到几十小时不等。
2.3 扩散
渗碳完成后,炉内停止通入渗碳气体,工件在高温下继续保温一段时间,使碳原子从表面向内部均匀扩散。这一过程有助于形成梯度分布的渗碳层,确保工件表面具有高硬度的同时,内部保持良好的韧性。
2.4 淬火
渗碳和扩散完成后,工件迅速冷却(淬火),以将奥氏体转变为马氏体。马氏体是一种高硬度的相,能够显著提高工件的表面硬度和耐磨性。淬火介质可以是油、水或气体,具体选择取决于工件的材料和形状。
2.5 回火
淬火后,工件通常需要进行回火处理,以消除淬火过程中产生的内应力,并提高工件的韧性和尺寸稳定性。回火温度通常为150-250℃,时间为1-2小时。
品牌东大
型号R偶
加工定制否
材质镍丝
测量范围0-1800度℃
分度号R型
允差等级一级
热响应时间0.-2-0.5s
产地其他
华浦(济南)机电设备有限公司
- 公司类型
- 经营模式生产加工-
- 联系人张经理
- 联系手机13287722303
- 联系固话17852012809-13220554969
- 公司地址山东省济南市槐荫区经十路22799号银座中心
主营业务
美国马拉松耐热钢件、调整器、燃烧器、传感器
华浦(济南)机电设备有限公司,是主要从事电气自动化工程设计、安装、调试,技术服务及工控组态软件的开发,提供工程设备及备件于一体的高新综合性公司。
公司拥有一支掌握自动化与驱动技术、传感技术、过程控制技术、计算机软件开发的专业技术团队,为航空、船舶、重工、电力、电子、冶金、化工、汽车制造、包装机械、食品与饮料、建筑等领域用户完成多项自动化产品开发和系统改造工程。
公司秉承“诚实守信”的经营理念,靠高品质产品、完善的技术服务赢得广大用户的信赖、好评。 联系人:18560220268
同类产品
-
 WRNK2-434铠装热电偶 ¥280.00
WRNK2-434铠装热电偶 ¥280.00 -
 WRP-330NM法兰式贵金属铂铑热电偶 ¥1265.00
WRP-330NM法兰式贵金属铂铑热电偶 ¥1265.00 -
 WRN-131装配式热电偶 ¥280.00
WRN-131装配式热电偶 ¥280.00 -
WRNK2B--240----固定螺纹热电偶 ¥280.00
-
 CUSTOM东洋K型热电偶传感器 LK-500 ¥1300.00
CUSTOM东洋K型热电偶传感器 LK-500 ¥1300.00 -
WRN--130热电偶 ¥280.00
-
WRNB-330温度变送器 ¥280.00
-
 GUENTHER热电偶10-99100008-2500 ¥4209.00
GUENTHER热电偶10-99100008-2500 ¥4209.00 -
 WRM-330热电偶 ¥280.00
WRM-330热电偶 ¥280.00 -
WRP-441热电偶 ¥3666.00
-
 一体化热电阻WZPB --431 ¥280.00
一体化热电阻WZPB --431 ¥280.00 -
WRN-440隔爆热电偶 ¥280.00
-
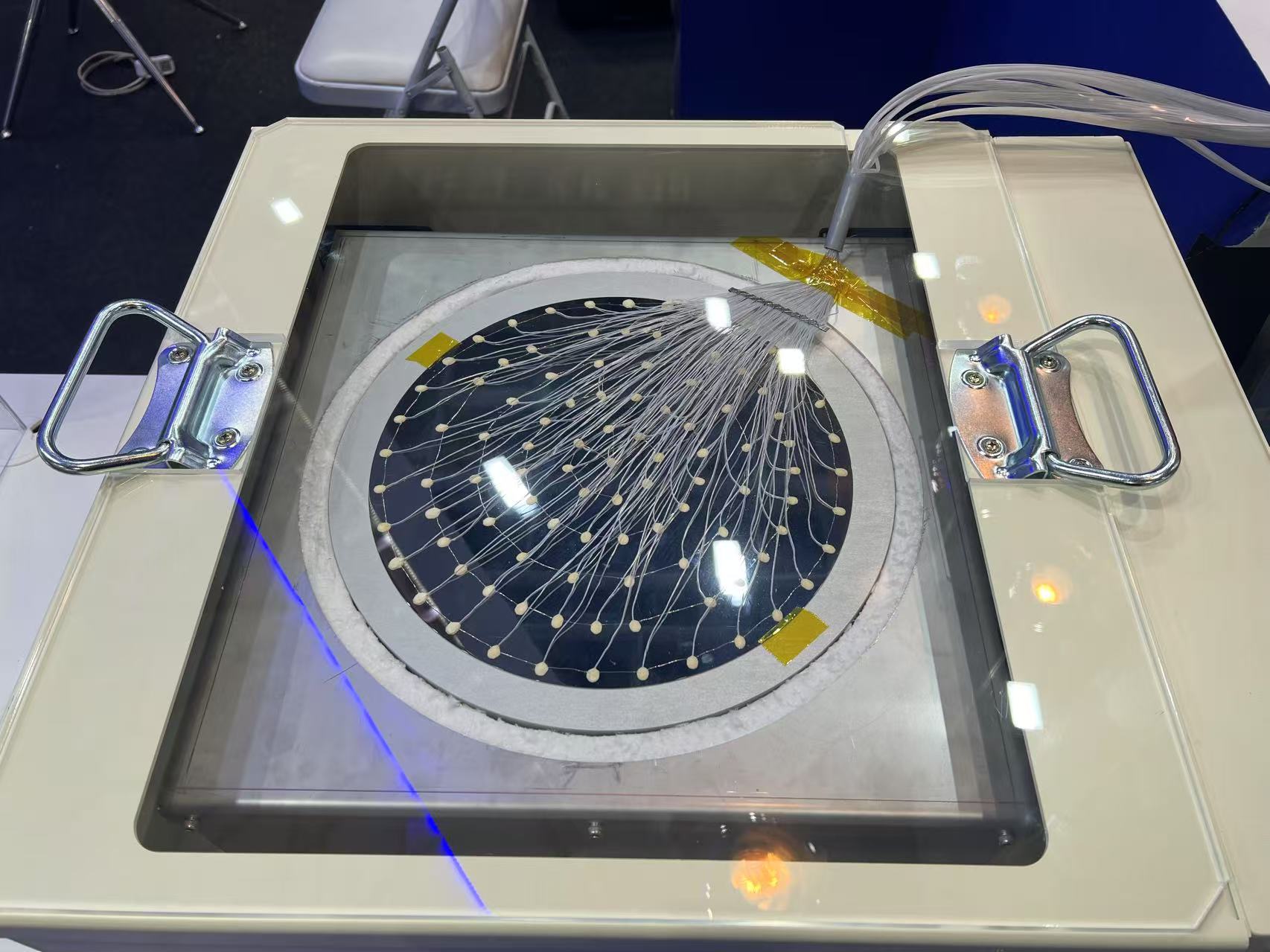 TC wafer 12寸34点 8寸17点 6寸12点 4寸8点 RTD wafer ¥10000.00
TC wafer 12寸34点 8寸17点 6寸12点 4寸8点 RTD wafer ¥10000.00 -
WRNK2-191炉壁热电偶 ¥280.00
-
复合多点热电偶WRNK-FD ¥150.00